 |
 |
特恩志氧化铝、氧化锆、碳化硅、钛酸铝高温特种工业结构陶瓷等静压成型方式
特恩志特种工业陶瓷等静压成型法(moulding by isostatic pres-sing)是指使氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒在各方向受到相等的液体静压力的成型方法,以液体为压力传递介质,泥料装入弹性模具,在高压缸内施压成型。等静压机由高压容器和高压油泵组成。高压容器由高级合金钢制成并有一定厚度。以承受巨大压力。容器的大小根据成型制品的尺寸选用。高压容器中的液体介质可以用油、水或甘油等。一般使用刹车油或无水甘油,这两种液体的可压缩性极小,几乎可以把全部压力传递到弹性模具上。
特恩志特种工业陶瓷的等静压成型方式就是将氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒放置于高压容器中,充分利用水、油等液体介质不可压缩的性质和均匀传递压力的性质从各个方向对压力容器中的陶瓷粉末颗粒进行均匀加压,把液体介质通过压力泵注入压力容器,由于流体力学原理,其压强大小相等不变且均匀地传递到各个方向,此时高压容器中的氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒在各个方向上受到的压力是均匀而大小一致。通过上述方法使瘠性粉料成型极致密坯体的方法称为等静压法成型。
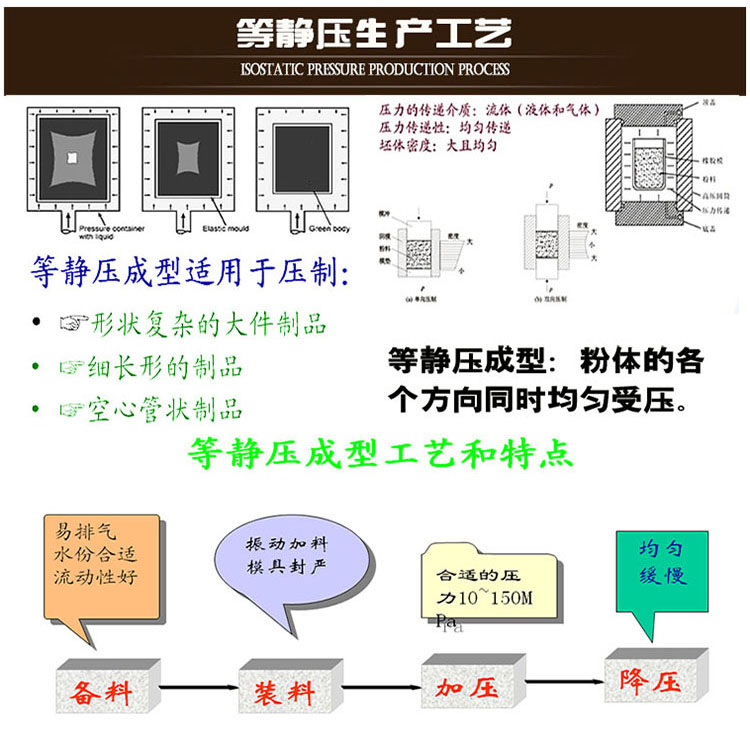
一、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型的过程
1. 特恩志特种工业陶瓷等静压成型工艺实施初期,成型压力较小时,特种工业陶瓷粉体颗粒迁移和重堆积阶段。
2. 特恩志特种工业陶瓷等静压成型中期,压力不断提高,工业陶瓷粉体局部流动和碎化阶段。
3. 特恩志特种工业陶瓷等静压成型后期,压力达到最大时,特种陶瓷粉体体积压缩,排出气孔,达到致密化阶段。
二、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型的特点
特恩志氧化铝、氧化锆、碳化硅、钛酸铝等特种工业陶瓷等静压成型的特点是与等静压成型方法原理近似的是轴向压制成型。轴向压制成型为单向或双向压力压制,氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒与模具的摩擦力较大,压力沿压制方向会产生压力损失,使坯体各部分的密度不均匀。而等静压成型时液体介质所传递压力在每个方向均相等。制造先进陶瓷用的弹性模具在受到液体介质压力时产生的变形传递到模具中的工业陶瓷造粒粉料,粉料与模具壁的摩擦力较小,坯体受力一致均匀,密度分布也同样均匀,特种工业陶瓷产品物理、化学及耐磨各方面性能大大提高。
(1) 特恩志特种工业陶瓷等静压机的工作容器中的压力非常高,可达400MPa或更高,而且,压机容器内每个方向的压力相同一致,因此氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒各部分的受压均匀一致,成型素坯的密度极高,且均匀,从而使坯体在烧成时的变形和收缩减少,也不至于因密度差产生应力而出现烧成裂纹;
(2) 特恩志特种工业陶瓷等静压机成型压力可以方便地调节,加压时操作非常简单,加压后还将进行减压和坯体的后加工工序;
(3) 特恩志特种工业陶瓷等静压成型用的模具用橡胶或者塑料制成,制造方便、成本较低,可以反复使用;
(4) 特恩志特种工业陶瓷等静压坯料中可不用或少用临时结合剂;
(5) 特恩志特种工业陶瓷等静压法可以压制一般成型方法所不能成型和形状复杂的大件及细长形的制品。
三、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型的分类
1、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业陶瓷湿式等静压成型
将氧化铝、氧化锆、碳化硅、钛酸铝等特种工业陶瓷陶瓷粉末造粒好的颗粒粉料包封在弹性的塑料或橡胶模具内,密封后放入高压缸内,通过液体传递使坯体受压成型。可以成型形状较为复杂的制品,但只能间歇作业。
特种工业陶瓷冷等静压制成形技术的发展及工艺过程金属粉末的冷等静压制技术(cold isostatic pressing,CIP)由Westinghouse LampCompany 公司的Madden 于1913 年发明,用来制备钨、钼丝的坯体,至今该技术仍用于难熔金属工业。用于半自动化生产陶瓷部件的干袋式冷等静压制技术由ChampionSpark Plug 公同的Jeffrey 于1942年发明。第二次世界大战中,CIP技术扩展到压制炸药、网饶、做及其他防护材料,二战后,制造出容显更大、承受乐力能力更高的容器用米压制金属、氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒。1970年,压力腔直径为5IMPa 的压机用于铍粉末的压制。610mm、长为2450mm,压力达到551MPa的压机用于铍粉末的压制,很大一部分金属粉术及部件的生产都把冷等静压成形作为生产卫艺的主要步骤,包括钨、钼、铍、钽、碳化钨、钴台金、P/M 高速钢、P/M复合材料等。压制压力可在200-400MP.变化,特殊的达到760MPa,弹性体包套内的特种工业陶瓷粉末体从理论密度的55%~65%通过CIPOW压制到理论密度的75%~85%。
2、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业陶瓷干式等静压成型
将生产氧化铝、氧化锆、碳化硅、钛酸铝等特种工业陶瓷的弹性模具半固定,不浸泡在液体介质中,而是通过上下活塞密封。干式等静压机的压力泵将液体介质注入到高压缸和加压橡皮之间,通过液体和加压橡皮将压力传递使坯体受压成型。 可以实现自动化连续作业,但只能成型截面为方形、圆形、管状等简单形状的制品。
橡皮袋首先放在缸内,工作时不取出,氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒装入另外的成型塑性袋后,放进加压橡皮袋内,与液体不相接触,因此称为干袋法。这种方法可连续操作,即把上盖打开,从料斗装料,然后盖好上盖加压成受,出料时,把上盖打开,通过底部的顶棒把压坯从上边顶出去。操作周期短,适用于成批生产,但产品规格受限制,因为加压塑性模不能经常更换。
特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型可以获得均匀致密的坯体,陶瓷烧结收缩较小且各个方向均匀收缩,但设备较为复杂、昂贵,生产效率也不高,只适合生产特殊要求的材料。
特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷高温特种工业结构陶瓷广义的等静压成型另外还分为冷等静压和热等静压,冷等静压是在常温下对工件进行成型的等静压法。热等静压是在指在高温高压下对工件进行等压成型烧结一种特殊烧结方法。热等静压主要应用于高性能的粉末材料制品的成型,如粉末冶金高温合金、粉末冶金高速钢、氧化铝、氧化锆、碳化硅、钛酸铝等特种工业陶瓷材料等的工业生产。
特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷将上下弹性模具相扣,从填料孔加入成型用氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒,放入等静压机内在设定的压力下成型,脱模后得到坯体。现将上下弹性模具扣合,再添加成型料加压成型,操作方便,生产效率高,且生产质量好。
特恩志等静压工艺制品具有组织结构均匀,密度高,烧结收缩率小,模具成品低,生产效率高,可成型形状复杂、细长制品和大尺寸制品和精密尺寸制品等突出优点,是目前一种较先进的成型工艺,以其独特的优势开始替代传统的成型方法,如陶瓷生产的火花塞、瓷球、柱塞、真空管壳等产品,显示出越来越广阔的应用前景。
五、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压机结构原理
等静压机由高压容器和高压油泵组成。高压容器由高级合金钢制成并有一定厚度。以承受巨大压力。容器的大小根据成型制品的尺寸选用。高压容器中的液体介质可以用油、水或甘油等。一般使用刹车油或无水甘油,这两种液体的可压缩性极小,几乎可以把全部压力传递到弹性模具上。
成型时将氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒分层加入模具内,每层料必须均匀捣固,以防止松紧不一。装料完毕,用橡皮塞盖紧,然后放入高压容器内成型。一般成型压力为200MPa。
六、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型设备
特恩志常用的特种工业陶瓷冷等静压机成型设备的工作压力可高达6500 MPa。按照容器密封结构不同,冷等静压机成型设备可分为螺纹式和框架式两类。螺纹式冷等静压机结构简单,但操作劳动强度大,使用过程螺纹磨损严重,通常是容器(缸体)小的等静压机;框架式冷等静压机,设备虽然复杂,但安全可靠,操作简便,通常是容器(缸体)较大的压机。
特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业陶瓷热等静压设备通常由装有加热炉体的高压容器、高压气体介质输送、电气、测温和冷却等系统组成。直到70年代末,虽然最大的热等静压机的缸体尺寸为直径3050mm,长度9150mm;最高气体压力为10500 MPa;最高加热温度为2700℃。但工业生产用的热等静压机一般压力为1500~2000 MPa,温度为1500℃。采用热等静压固结粉末时,将氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒直接装入硬质包套中。包套封焊前需在室温或加温抽真空过程中封焊。封焊后的包套放入高压容器。然后,可先打入气体(低于最终气压),再进行升温,由于气体的加热膨胀最终达到所规定的气体压力;也可同时升温和加压。热等静压工艺中,包套的抽空和密封对产品质量有明显的影响,是热等静压工艺的关键之一。包套一般采用金属(软钢、不锈钢、钛等)或陶瓷材料制成。最早采用的是金属包套,适于生产简单形状的制品;陶瓷包套性脆、不致密,需放在金属套中,两层包套之间的间隙用传压介质(氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒)填充,陶瓷包套材料适用于形状复杂和尺寸精密的制品。
七、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型模具
特恩志特种工业陶瓷等静压成型工艺中,氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒粉料特性、粉料在模具中充填密度以及成型模具的结构等对成型坯体性能有很大影响,而等静压成型模具的结构设计至关重要。在等静压成型工艺的具体实施中,又分为直接等静压成型和模压等静压结合成型工艺,而直接等静压成型工艺根据施压方向的不同又分为内压法和外压法。这几种不同的方式对应的成型模具和包套的设计也各有特点。
直接等静压成型是将氧化铝、氧化锆、碳化硅、钛酸铝等陶瓷粉末造粒好的颗粒直接填充并密封于模具型腔中,然后直接置于液体介质中加压成型;而模压一等静压结合成型工艺是预先通过刚性模具成型出毛坯,然后再将毛坯密封在塑性包套中进行等静压。直接等静压成型工艺中的内压法和外压法主要针对中空管状坯体的成型。
片状陶瓷坯体的成型可以采用直接等静压成型和模压一等静压成型工艺。国内外的研究报道多采用后者。模压预成型工序压制压力一般很小,仅要求成型,并保证坯体有一定强度,以确保压坯在后续等静压工序中不碎裂、掉渣等。然后将毛坯片叠加在一起,中间用塑性垫片隔开,然后置于胶套中进行等静压,中间垫片也可以采用硬铝或清洁纸一类的材料,但是不建议使用金属垫片,因为影响坯体纵向收缩。
中空管状或筒状坯体成型工艺由于等静压成型坯体密度均匀一致,因此特别适合成型长径比较大的实心或中空管状或筒状坯体。成形大型中空管状或筒状坯体时,建议金属芯柱设计为中空,以减轻模具重量,便于模具搬运和脱模等操作。
八、特恩志氧化铝、氧化锆、碳化硅、钛酸铝等高温特种工业结构陶瓷等静压成型缺陷
“象足”是等静压成型中的常见缺陷,顾名思义,是由于成型坯体中间细两端相对粗,外形酷似大象的脚,因此称为“象足”。“象足”在成型长径比大的细长管状或棒状制品时更突出。虽然可以通过修坯工艺消除象足影响,但是由于象足的根本原因是成型坯体不同部位收缩率不同导致坯体密度不均匀所致,即使修坯消除了外形尺寸上的差异,但是其缺陷最终可能在烧成阶段显现,因此解决象足问题还需要从根本上解决坯体密度不均匀问题。而且象足有可能导致成型坯体脱模过程中发生断裂等现象。
【特恩志16年专注于氧化铝、氧化锆等特种工业结构陶瓷的制造、研发。
特恩志主要采用干压、等静压、热压等成型方式,1600-1700℃高温烧结工艺,专业制造特种工业陶瓷制品。
1、氧化铝陶瓷:三氧化二铝陶瓷、氧化铝陶瓷产品、氧化铝陶瓷件、氧化铝特种陶瓷、特种刚玉陶瓷、耐高温结构陶瓷件、特种陶瓷制品、红色氧化铝陶瓷、结构陶瓷、先进氧化铝陶瓷、高纯氧化铝陶瓷、耐酸工业陶瓷、氧化铝异形件、氧化铝耐高温材料、高韧性陶瓷、高性能工程陶瓷;
2、氧化锆陶瓷:氧化锆陶瓷、氧化锆陶瓷管、氧化锆陶瓷板、氧化锆陶瓷棒、氧化锆陶瓷柱塞、氧化锆陶瓷轴套、氧化锆陶瓷片;
3、支持特种工业结构陶瓷(钛酸铝、铬酸镧、碳化硅)特殊性能的研发和定制;
4、特种工业结构陶瓷制品(陶瓷板、陶瓷管、陶瓷片、陶瓷环、陶瓷棒、陶瓷块、陶瓷零配件、陶瓷密封件、陶瓷柱塞轴套等)的深度加工(内外圆和平面精磨抛光、开槽、打孔、螺纹、精雕等,产品尺寸公差控制可达±0.01,光洁度可至0.2)。】
无锡市特恩志新材料有限公司
联系人:王先生
工厂地址:江苏省宜兴市丁蜀镇查林工业园通蠡西路22号(宝阳路交叉口西50米)
手机:(0)18021555788(微信同号) 全国咨询电话:4000009510
电话:0510-87980121 传真:0510-87999255
邮件:trmate@163.com 767617887@qq.com
网址:www.trmate.com QQ:767617887
税号:9132028255931705XY
『关闭本窗口』
|
|
氧化锆陶瓷 | 氧化锆陶瓷管 | 氧化锆陶瓷棒 | 氧化锆陶瓷板 | 氧化锆陶瓷密封环 | 氧化锆陶瓷柱塞 | 氧化锆陶瓷轴套 | 氧化铝陶瓷 | 三氧化二铝陶瓷 | 99瓷 | 95瓷 | 氧化铝特种陶瓷 | 刚玉陶瓷 | 氧化铝耐高温材料 | 电器陶瓷 | 电子陶瓷 | 固定陶瓷 | 氧化铝陶瓷板 | 氧化铝陶瓷片 | 陶瓷零配件 | 陶瓷干压成型 | 陶瓷等静压 | 绝缘装置陶瓷 | 氧化铝陶瓷管 | 刚玉陶瓷管 | 薄壁陶瓷管 | 陶瓷炉管 | 氧化铝陶瓷棒 | 陶瓷柱塞轴套 | 陶瓷密封件 | 陶瓷密封环 | 氧化铝耐磨陶瓷 | 氧化铝陶瓷环 | 碳化硅陶瓷 | 陶瓷保护套 | 陶瓷板 | 陶瓷环 | 陶瓷管 | 陶瓷片 | 陶瓷棒 | 陶瓷块 | 绝缘陶瓷 | 陶瓷加工 | 陶瓷绝缘环 | 绝缘陶瓷板 | 高纯氧化铝陶瓷 | 先进氧化铝陶瓷 | 结构陶瓷 | 机械陶瓷 | 化工陶瓷 | 抗剥落氧化铝空心球制品 | 抗剥落氧化铝空心球标准砖 | 抗剥落氧化铝空心球侧墙砖 | 抗剥落氧化铝空心球拱顶砖 |